Unscrew mold tooling is a specialized injection molding solution for producing threaded plastic parts (e.g., bottle caps, medical vials, automotive fasteners), relying on rotational core movements to release threaded components without damaging the helical structures. Unlike standard molds with straight-pull ejection, it uses mechanical, hydraulic, or motor-driven rotation to unscrew the part from the threaded core, making it indispensable for high-precision threaded products.
- Product & Thread Analysis
- Confirm thread specifications (pitch, lead, handedness, and thread count) and calculate the required unscrewing stroke (total stroke/pitch + 0.5 extra teeth to ensure full release).
- Evaluate undercut features and part geometry to determine if the part stays on the moving mold half (preferred for simplicity) or requires cavity-side ejection.
- Selection of Actuation Mechanism
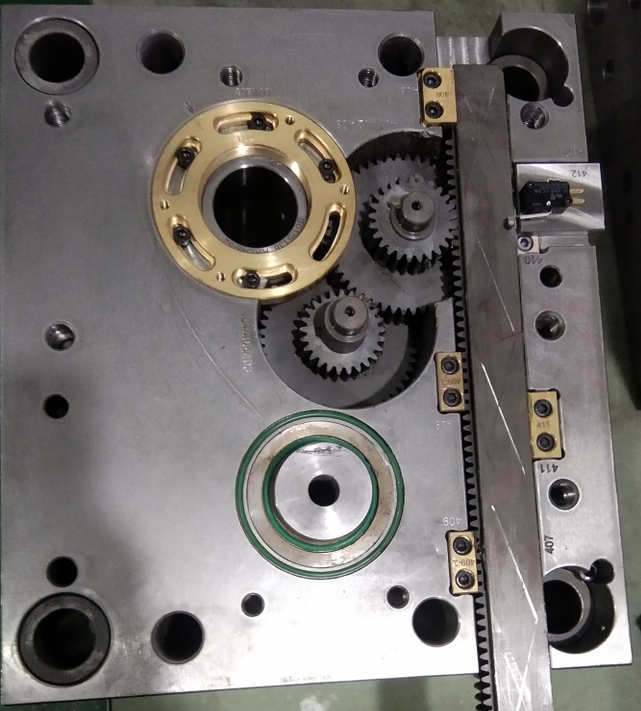
- Mechanical (rack-pinion): Ideal for small-to-medium parts; uses gear-rack systems driven by mold opening/closing motion for core rotation, with a recommended gear ratio of 1:2.5 or higher to reduce cylinder load.
- Hydraulic: Suited for large parts or long threads; offers adjustable rotation speed and torque, commonly used for big-diameter threaded caps (e.g., 149mm diameter components).
- Motor-driven: Provides precise rotation control for high-precision medical parts or micro-threads.
- Core & Cavity Optimization
- Add keying features (rectangular/triangular ribs) on the part’s base to resist rotation during unscrewing; the main face against unscrewing should be straight, and the trailing face tilted for easy ejection.
- Incorporate draft angles (1°–3° for most plastics) on the core and cavity to reduce friction during unscrewing and prevent part sticking.
- Cooling & Ejection System Design
- Design cooling channels around the threaded core to ensure uniform cooling and avoid warpage; for large parts, use 3-point gating to balance material flow.
- Install stripper plates or ejector pins to push the part out after unscrewing; ensure ejector pin clearance (0.05–0.08mm) to prevent jamming or leakage.
Defects in unscrew mold tooling mainly stem from improper rotation control, threaded core wear, or uneven cooling. Below are typical issues and solutions:
- Prioritize Part Design Simplification: Minimize complex undercuts or multi-start threads unless necessary to reduce mold complexity.
- Material Matching: Use hardened steel (HRC 52–58) for the threaded core (e.g., S136 or H13) to resist wear, especially for abrasive plastics like glass-filled PA.
- Test & Calibrate: Conduct trial runs to adjust unscrewing speed and stroke; check for thread burrs or deformation and tweak cooling or ejection timing as needed.





