Сложный экспорт 3D ДИЗАЙН ФОРМ
Примеры сложных конструкций литьевых форм
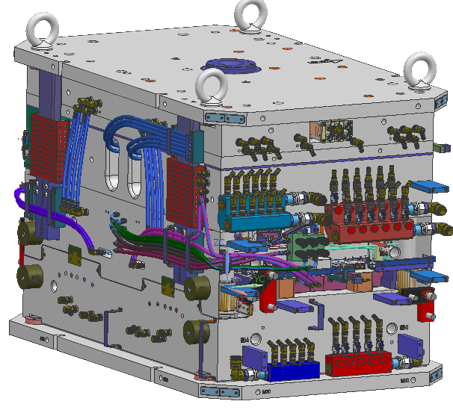
Сложные конструкции литьевых форм, как правило, характеризуются замысловатыми структурами, требованием высокой точности, многофункциональными механизмами, или адаптацией к специальным материалам. Ниже приведены типичные случаи из ключевых отраслей китайской индустрии производства форм, с указанием их основных проектных задач и влияния на стоимость:
1. Форма впускного коллектора автомобильного двигателя
Особенности конструкции & Сложность
- Сложная структура: Впускной коллектор имеет изогнутый, полый внутренний канал с несколькими разветвлениями, что требует от формы интеграции многонаправленных гидравлических ползунов(3– 5 групп ползунов) и раздвижных ядер для формирования внутренней полости. Ползуны должны двигаться синхронно с допуском ±0,02 мм, чтобы избежать интерференций при открытии/закрытии формы.
- Материал & Temperature Control: For high-temperature resistant nylon+glass fiber materials, the mold is equipped with a multi-zone hot-runner system(6–8 hot nozzles) and a customized cooling circuit (spiral cooling channels in the core) to ensure uniform plastic filling and prevent warpage.
- Precision Requirements: The fitting surfaces of the manifold have a roughness requirement of Ra 0.4μm, necessitating EDM and 5-axis CNC machining for mold cavities and cores.
Cost Impact
- The hot-runner system alone adds 15,000–25,000 to the mold cost, and the multi-group hydraulic slider mechanism increases machining and assembly costs by 60–80%. The total cost of such molds in China ranges from 80,000–150,000 (Класс SPI 101 standard), which is 3–5 times that of ordinary auto parts molds.
2. Medical Disposable Syringe Barrel Mold (High-Precision Multi-Cavity Type)
Особенности конструкции & Сложность
- Ultra-High Cavity Count & Precision: Common designs adopt 72 или 96 cavitiesto meet mass production needs, with each cavity’s inner diameter tolerance controlled at ±0.005mm. The mold requires a balanced cold-runner system with equal-length runners to ensure simultaneous filling of all cavities and consistent wall thickness of syringe barrels (variation ≤0.01mm).
- Clean & Wear-Resistant Requirements: The mold cavity uses medical-grade S136 stainless steel and undergoes mirror polishing (Ra 0.1μm) and passivation treatment. It is equipped with a self-lubricating guide systemto avoid oil pollution (complying with ISO 13485 medical device standards).
- Automated Integration: The mold is integrated with an in-mold labeling (IML) mechanism and a robotic ejection system to realize one-step molding and product sorting, reducing post-processing steps.
Cost Impact
- The high-precision multi-cavity processing and medical-grade surface treatment increase the mold cost by 50–70% compared to ordinary multi-cavity molds. The total price of a 96-cavity medical syringe mold in China is 60,000–100,000, with strict certification (например, FDA, CE) adding an additional 10–15% of the cost.
3. Smartphone Frame Mold (3D Curved & Insert Molding Type)
Особенности конструкции & Сложность
- 3D Curved Surface & Insert Molding: The frame has a 3D curved edge and requires in-mold integration of metal inserts (stainless steel or aluminum alloy). The mold is equipped with a rotary insert mechanismand a vacuum adsorption system to fix the metal inserts in place, preventing displacement during injection.
- Micro-Structure Processing: The frame’s surface has micro-ventilation slots (width 0.1mm, depth 0.08mm) and button positioning holes, which are processed by micro-EDM and require a precision positioning moduleto ensure alignment accuracy.
- Material Adaptation: For PC+ABS alloy materials with high gloss requirements, the mold cavity is treated with PVD diamond-like carbon (DLC) coating to maintain gloss and wear resistance after 500,000+ injection cycles.
Cost Impact
- The rotary insert and vacuum system add 8,000–15,000 to the mold cost, and the micro-structure machining increases the processing time by 2–3 times. The total cost of a dual-cavity smartphone frame mold is 40,000–70,000, which is significantly higher than that of flat plastic shell molds (usually 15,000–25,000).
4. Household Air Conditioner Impeller Mold (Multi-Blade & Thin-Wall Design)
Особенности конструкции & Сложность
- Thin-Wall & Multi-Blade Structure: The impeller has 30–50 blades with a wall thickness of only 0.8–1.0mm and a blade height of 30–50mm. The mold uses a stack mold structure(double-layer cavities) to improve production efficiency, and the core adopts a split-type collapsible mechanism to avoid blade deformation during ejection.
- Dynamic Balance Requirements: The mold’s cavity and core have a coaxiality tolerance of ±0.01mm to ensure the impeller’s dynamic balance (residual unbalance ≤1g·cm). It is equipped with a real-time pressure monitoring systemto adjust injection parameters in real time.
- Cooling Optimization: The core uses a porous sintered copper insertfor conformal cooling, reducing the cooling time by 30% and ensuring uniform temperature distribution of the blades.
Cost Impact
- Механизм стаканной формы и складного стержня увеличивает стоимость формы на 40–60%, а пористая спеченная охлаждающая вставка добавляет 3 000–6 000. Общая стоимость таких форм составляет 30 000–60 000, Процесс динамической балансировки и отладки составляет 15–20% от общей стоимости.
5. Форма микроразъема для аэрокосмической отрасли (Высокоточная микропресс-форма)
Особенности конструкции & Сложность
- Micro-Structure Processing: Разъем имеет отверстия для контактов диаметром 0,2 мм и глубиной 2 мм, а полость формы требует микро-ЭДМ обработки с точностью позиционирования ±0,002 мм. The core uses a Вставка из вольфрамовой сталидля обеспечения износостойкости (Срок службы ≥1 млн циклов).
- Ультраточная система выброса: The mold is equipped with a гибкий выбрасывательный штифт (диаметром 0,15 мм)и серводвигательный механизм выброса, чтобы избежать изгиба или поломки выбрасывательных штифтов при выбросе микроэлементов.
- Clean Production Design: The mold has a sealed structure with a built-in dust removal system to prevent particulate contamination, meeting aerospace-grade cleanliness standards (Class 100 clean room compatibility).
Cost Impact
- The micro-machining and tungsten steel inserts increase the mold cost by 100–150% compared to ordinary precision molds. The total price of such molds in China is 50,000–90,000, with precision testing (using a coordinate measuring machine with a detection accuracy of 0.001mm) accounting for nearly 20% of the cost.





