Gewindeschneidwerkzeug lösen ist eine spezialisierte Spritzgießlösung zur Herstellung von Kunststoffteilen mit Gewinde (z. B., Flaschendeckel, medizinische Ampullen, Automobilbefestigungen), basierend auf rotierenden Kernbewegungen, um Gewindekomponenten zu lösen, ohne die spiralförmigen Strukturen zu beschädigen. Im Gegensatz zu Standardformen mit gerader Auswerferbewegung, verwendet es mechanische, hydraulische, oder motorgetriebene Rotation, um das Teil vom Gewindekern zu lösen, was es unverzichtbar für hochpräzise Gewindeprodukte macht.
- Produkt & Gewindeanalyse
- Gewindespezifikationen bestätigen (Steigung, Vorschub, Handigkeit, und Gewindeteilung) und den erforderlichen Lösestamm berechnen (Gesamtweg/Steigung + 0.5 extra teeth to ensure full release).
- Evaluate undercut features and part geometry to determine if the part stays on the moving mold half (preferred for simplicity) or requires cavity-side ejection.
- Selection of Actuation Mechanism
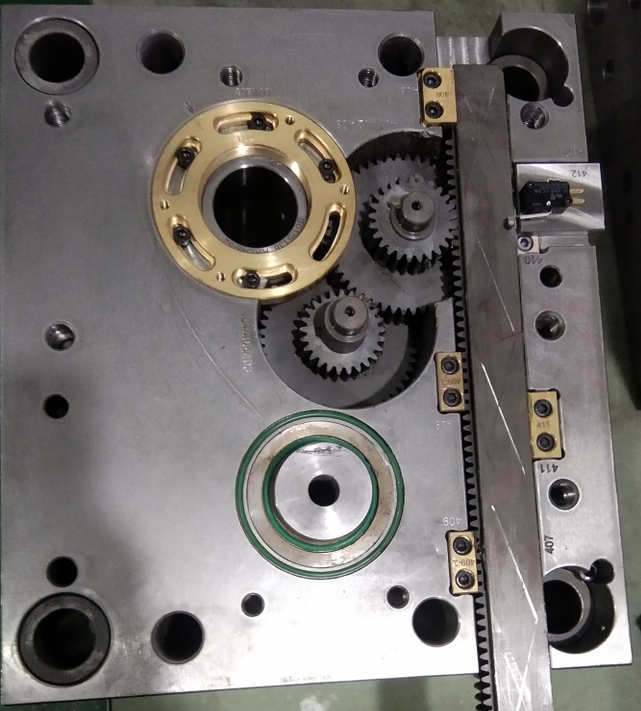
- Mechanical (rack-pinion): Ideal for small-to-medium parts; uses gear-rack systems driven by mold opening/closing motion for core rotation, with a recommended gear ratio of 1:2.5 or higher to reduce cylinder load.
- Hydraulic: Suited for large parts or long threads; offers adjustable rotation speed and torque, commonly used for big-diameter threaded caps (z. B., 149mm diameter components).
- Motor-driven: Provides precise rotation control for high-precision medical parts or micro-threads.
- Core & Cavity Optimization
- Adresse keying features (rectangular/triangular ribs) on the part’s base to resist rotation during unscrewing; Die Hauptfläche gegen das Aufschrauben sollte gerade sein, und die nachlaufende Fläche schräg, um ein einfaches Auswerfen zu ermöglichen.
- Schrägwinkel einbeziehen (1°–3° für die meisten Kunststoffe) am Kern und in der Kavität, um die Reibung beim Aufschrauben zu reduzieren und ein Festkleben der Teile zu verhindern.
- Kühlung & Auswerf-System-Design
- Kühlkanäle um den Gewindekern herum gestalten, um eine gleichmäßige Kühlung sicherzustellen und Verzug zu vermeiden; für große Teile, 3-Punkt-Einspritzung verwenden, um den Materialfluss auszugleichen.
- Stripperplatten oder Auswerferstifte installieren, um das Teil nach dem Aufschrauben herauszuschieben; Sicherstellen des Auswerferstifte-Abstands (0.05–0,08 mm) um Verklemmen oder Leckagen zu verhindern.
Defekte in Gewindewerkzeugen entstehen hauptsächlich durch unsachgemäße Rotationskontrolle, Verschleiß des Gewindekerns, oder ungleiche Kühlung. Im Folgenden sind typische Probleme und Lösungen aufgeführt:
- Prioritize Part Design Simplification: Minimize complex undercuts or multi-start threads unless necessary to reduce mold complexity.
- Material Matching: Use hardened steel (HRC 52–58) for the threaded core (z. B., S136 or H13) to resist wear, especially for abrasive plastics like glass-filled PA.
- Test & Calibrate: Conduct trial runs to adjust unscrewing speed and stroke; check for thread burrs or deformation and tweak cooling or ejection timing as needed.





