How to design and manufacture a high precision optical lens mold?
Demande- Description

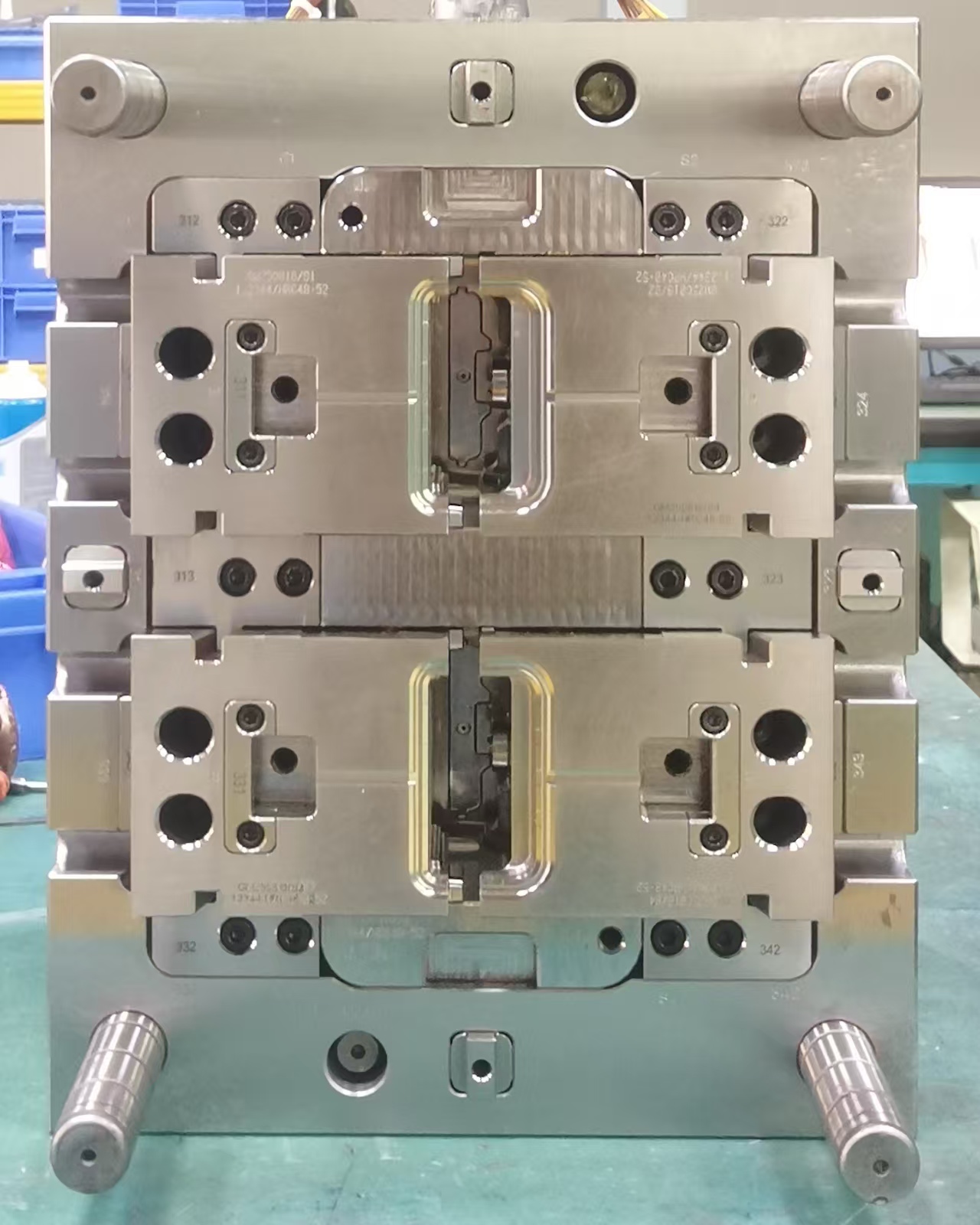
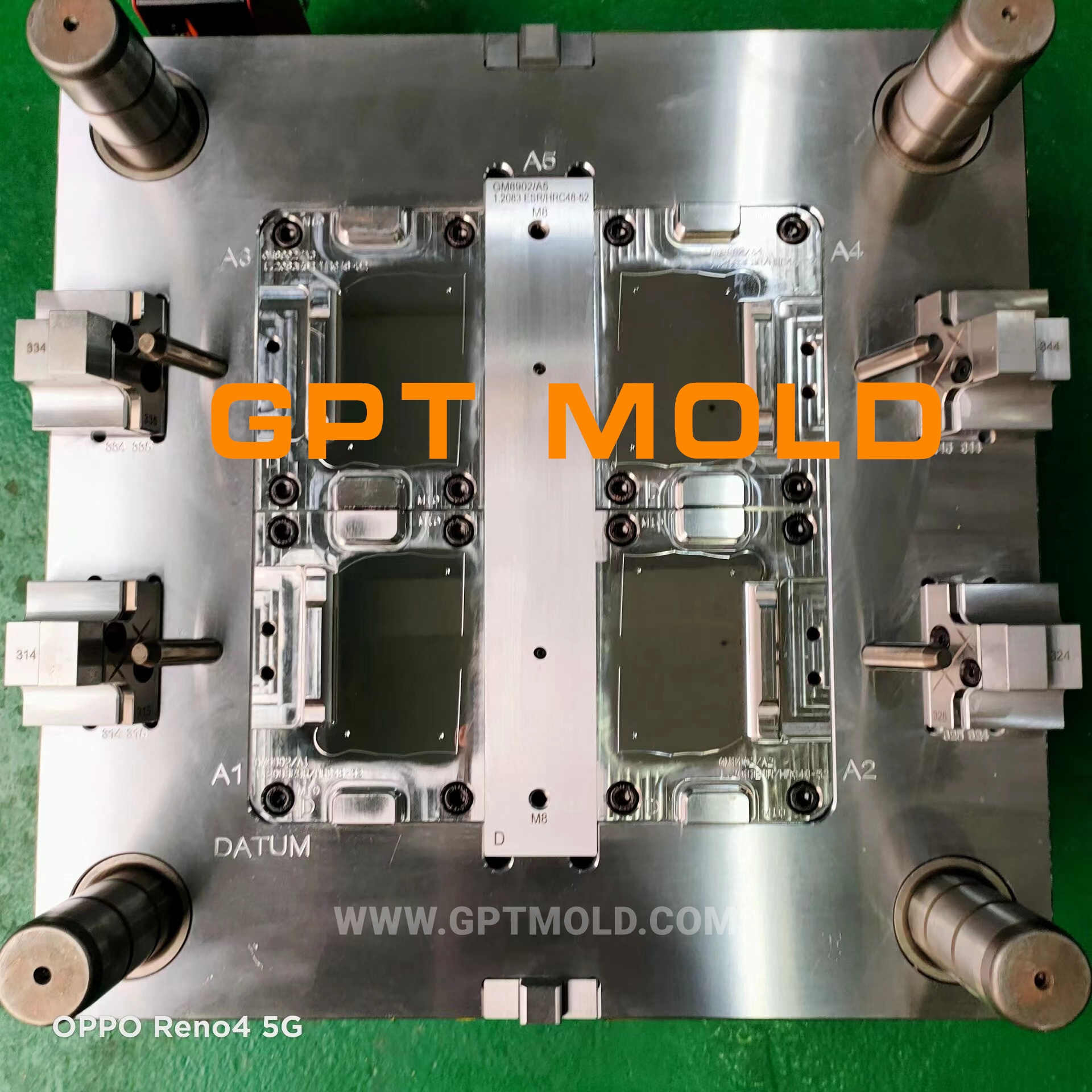
insertions de moules pour lentilles optiques
Concevoir et fabriquer un moule de lentille optique de haute précision exige un contrôle ultra-strict sur la sélection des matériaux, la conception structurelle, les procédés d'usinage, et le traitement de surface, car cela détermine directement les performances optiques (Par exemple,, la transmittance, la précision de l'imagerie) des lentilles moulées. Voici un guide systématique, étape par étape sur les principes de conception et les processus de fabrication de tels moules, adapté aux exigences des composants optiques tels que les lentilles non sphériques, les lentilles optiques pour LED, et les objectifs d'appareils photo:
Conception & Fabrication de moules de lentilles optiques de haute précision
- Principes fondamentaux de conception des moules de lentilles optiques
1.1 Sélection des matériaux: Équilibrer la dureté, la résistance à la corrosion, et la stabilité thermique
Le matériau du moule doit répondre aux exigences de finition de surface à l'échelle nanométrique et maintenir la stabilité dimensionnelle sous des cycles thermiques répétés. Les principaux choix de matériaux et leurs applications sont les suivants:
Matériau de base du moule: Utiliser de l'acier inoxydable S136/STAVAX (dureté ≥55 HRC après trempe sous vide) pour les cavités et les noyaux de moule. Il offre une excellente résistance à la corrosion et une bonne polissabilité, idéal pour les moules de lentilles optiques PC/PMMA.
Inserts micro-structurés: Pour les moules de lentilles non sphériques ou à micro-pattern, adopter du carbure de tungstène ou un revêtement en alliage de nickel-phosphore (couche de nickel électroplaquée d'une épaisseur de 2 à 4 μm). Les couches de nickel sont souples et faciles à usiner avec des outils diamantés, réduisant l'usure des outils et atteignant une finition de surface Ra ≤0,01 μm.
Applications à haute température: Pour les lentilles en résine haute température (Par exemple,, COP), utiliser de l'acier à revenu (maraging) (HRC50–55) avec un faible coefficient de dilatation thermique (11×10⁻⁶/℃) pour minimiser la déformation thermique.
1.2 Conception structurelle: Assurer la concentricité et l'alignement précis
Les moules pour lentilles optiques nécessitent une concentricité au niveau du micron (≤0,003 mm) pour éviter l'excentricité de la lentille et la distorsion de l'image. Les principales mesures de conception structurale comprennent:
Mécanisme de positionnement précis: Adresse 4 des paires de broches de positionnement de précision coniques (ajustement en force: diamètre de broche 0,001–0,003 mm plus grand que le trou) sur la plaque du moule. Chauffer la plaque du moule à 70°C pour l'assemblage, assurant un jeu nul et éliminant les erreurs d'alignement causées par les jeux des colonnes de guidage.
Contrôle de l'ajustement noyau-cavité: Concevoir le noyau avec un ajustement en deux étapes: le petit côté (ajustement principal) a un jeu de 0,002–0,003 mm (moule fixe) ou 0,003–0,005 mm (moule mobile) pour garantir la concentricité; le grand côté a un jeu élargi de 0,008–0,015 mm pour éviter les erreurs de serrage secondaires.
Optimisation du système de refroidissement: Intégrez des canaux de refroidissement micro-conformes (3imprimés en D ou percés au laser) autour du noyau pour contrôler la variation de température du moule ≤±3°C. Cela réduit la déformation thermique de la lentille et assure une solidification uniforme de la résine.
1.3 Conception de l’alimentation et de la ventilation: Minimiser les contraintes résiduelles
Conception de la gâchette: Utiliser des points de gate ou des gates en bordure (diamètre 0,5–1 mm) pour les petites lentilles optiques afin d'éviter les traces de flux sur la surface optique. Pour les grandes lentilles non sphériques, adopter un système à canal chaud avec contrôle de température multi-zone (variation de température de la buse ≤±3°C) pour assurer un remplissage équilibré.
Conception de micro-ventilation: Ajouter des micro-fentes de ventilation (largeur 0,05–0,1 mm, profondeur ≤0,03 mm) à la dernière position de remplissage de la cavité pour évacuer les gaz emprisonnés. Utiliser des inserts de ventilation pour un remplacement facile et prévenir les blocages pendant la production.
- Processus de fabrication étape par étape
2.1 Pré-traitement: Préparation du matériau et soulagement des contraintes
Forgeage et conditionnement du matériau: Forger l’acier S136 pour obtenir une structure granulaire uniforme, puis effectuer la trempe et le revenu pour atteindre 30–36 HRC pour l'usinage brut.
Usinage brut: Utiliser le fraisage CNC pour façonner le bloc de moule, en laissant une surépaisseur de 0,3 mm pour les cavités et les noyaux. Effectuer un revenu de détente des contraintes (600–650°C) après l’usinage brut pour éliminer les contraintes induites par l’usinage.
Traitement thermique: Effectuer une trempe sous vide + revenu sur la plaque du moule pour atteindre 55 dureté HRC. Cette étape assure la résistance à l'usure et la stabilité dimensionnelle.
2.2 Usinage de précision: Contrôle de précision à l'échelle nanométrique
Semi-finition: Utiliser le rectifiage de surface pour garantir la planéité de la plaque du moule ≤0,002 mm et la perpendicularité ≤0,01 mm. Utiliser l'érosion par fil (EDM) pour usiner les trous de positionnement et les trous de noyau, en laissant une surépaisseur de finition de 0,03 mm.
Usinage ultra-précis:
Usinage sur rectifieuse à montage Moore: Usiner les cavités, les trous de noyau, et les trous de positionnement en un seul serrage pour assurer une concentricité ≤0,001 mm. Ceci est crucial pour les moules de lentilles multi-cavités afin de garantir une qualité de lentille constante.
Tournage au diamant: Pour les surfaces de lentilles non sphériques, utilisez un tour à outil diamanté pour usiner la couche de nickel électroplaquée (profondeur de coupe 2–4 μm), atteignant une surface Ra ≤0,01 μm et un parallélisme de 0,1–0,2 μm.
Contrôle en cours de fabrication: Utilisez une machine de mesure tridimensionnelle (MMT, précision ±0,001 mm) pour inspecter les dimensions des cavités, la concentricité, et la rugosité de surface après chaque étape d'usinage.
2.3 Traitement de surface: Polissage miroir et revêtement anti-adhésion
Polissage miroir: Polissez la surface de la cavité avec de la pâte diamantée (taille des particules de 6 μm à 0,25 μm) pour atteindre la qualité SPI A-1 (Ra ≤0,005 μm) pour les lentilles à haute transmission comme les lentilles d'appareil photo.
Revêtement protecteur: Appliquez DLC (carbone de type diamant) ou revêtement TiN (épaisseur 2–5 μm) sur la surface du noyau. Cela réduit la friction entre le moule et la résine (Par exemple,, PMMA/PC), empêchant le collage des lentilles et prolongeant la durée de vie du moule.
2.4 Assemblage et Test: Validation au niveau du système
Assemblage du moule: Assembler le moule avec des lubrifiants de précision (résistant aux hautes températures, faible teneur en huile) sur les surfaces d'ajustement du noyau. Calibrer la force de serrage pour assurer une pression uniforme (variation ≤±2%) et éviter la déformation des cavités.
Moulage d'essai et Validation:
Réaliser un essai d'injection avec de la résine de qualité optique (Par exemple,, PMMA CR-39) et tester la performance des lentilles: vérifier la transmittance (≥90%), défauts de surface (pas de marques de flux / marques de brûlure), et concentricité (≤0,003 mm).
Utiliser la profilométrie optique pour inspecter la topographie de la surface de la lentille et valider la précision de réplication des microstructures par le moule (Par exemple,, réseaux optiques).
- Points clés du contrôle qualité
Stabilité thermique: Monitor mold temperature in real time with thermocouples to ensure variation ≤±3°C during production.
Cleanliness Control: Process the mold in a Class 1000 cleanroom to prevent dust contamination on the optical surface.
Preventive Maintenance: Clean the hot-runner nozzles and micro-vents every 50,000 cycles with ultrasonic cleaning to avoid blockage and gas traps.
Catégorie avec barre latérale Optical mold