






- Médical & Soins de Santé
- Outillage de Moulage pour Électronique
- Pièces d'Éclairage Automobile
- Composants pour dispositifs médicaux
- Électronique grand public
- Capacités
- Applications industrielles
- Outillage de Surmoulage
- Moule SMC BMC
- Ingénierie & Services-
- Moule de moulage sous pression
- Présentation de projets
- Injection assistée au gaz
- Moules pour Lentilles Optiques
- Caoutchouc silicone
- Moules à injection bi-composants
- Gabarits d'inspection automobile
- Moules Électroniques de Haute Précision
- Prototypage rapide de moules
- Moules à vis démontables
- Moulage par insert
- Outillage pour Composants Ultra-Précis
- Finition de Traitement de Surface
- Moules Automobiles
- Éclairage & Optique
- Catégorie avec barre latérale
- Catégorie sans image
- Catégorie 3 colonne
- Catégorie 2 Colonne
- Catégorie avec style de liste
- Catégorie sans barre latérale
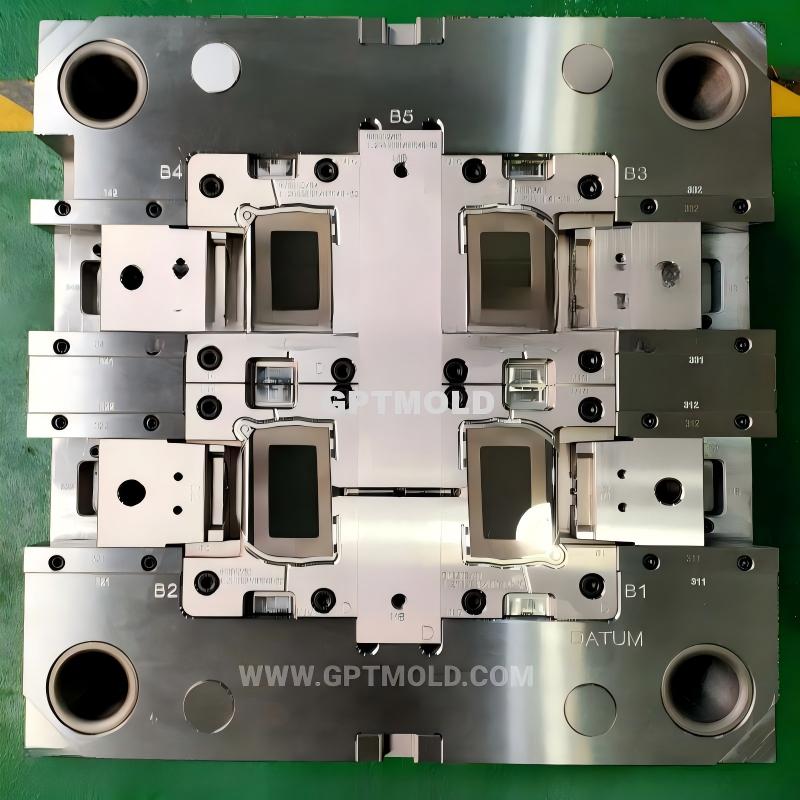
Liste de contrôle de la qualité pour la fabrication de moules d'objectifs optiques de haute précision
Demande- Description
 checklist applies to the production of molds for optical lenses (par exemple,, camera lenses, les lentilles optiques pour LED, non-spherical lenses) with precision requirements of concentricity ≤0.003mm and surface roughness Ra ≤0.005μm. It covers 5 core stages: material preparation, precision machining, traitement de surface, mold assembly, and trial validation, with clear acceptance criteria and inspection methods for each item.
checklist applies to the production of molds for optical lenses (par exemple,, camera lenses, les lentilles optiques pour LED, non-spherical lenses) with precision requirements of concentricity ≤0.003mm and surface roughness Ra ≤0.005μm. It covers 5 core stages: material preparation, precision machining, traitement de surface, mold assembly, and trial validation, with clear acceptance criteria and inspection methods for each item.
| Stage | Check Item | Technical Requirement | Inspection Method | Acceptance Standard | Responsible Party | Remarks |
| 1. Material Preparation & Pré-traitement | 1.1 Mold blank material certification (cavity/core) | Matériau: S136/STAVAX stainless steel; chemical composition compliance with ASTM standard; for COP high-temperature lenses, utiliser de l'acier à revenu (maraging) (18Ni-300) | Review material certificate + spectral analysis | Certificate matches batch number; chemical composition deviation ≤±0.05% of standard value | Material QC Team | Dégazage sous vide nécessaire pour l'acier maraging afin d'éliminer les pores internes |
| 1.2 Forgeage et recuit de détente (étape d'usinage brut) | direction du flux de grain du forgeage cohérente avec le contour de la cavité; recuit de détente à 600–650°C pendant 4–6h, vitesse de refroidissement ≤50°C/h | Inspection métallographique + essai de dureté | Uniformité des grains ≥Classe 2; dureté de surface après recuit: 30–36 HRC | Équipe Traitement Thermique | Éviter le refroidissement rapide pour prévenir de nouvelles contraintes | |
| 1.3 Trempe sous vide & revenu (traitement thermique final) | Trempe sous vide à 1020–1050°C, 3× revenu à 500–520°C; objectif de dureté: 55–58 HRC (S136) / 50–55 HRC (acier maraging) | Duromètre Rockwell (3 points par composant) + détection de défauts ultrasonique | Variation de dureté ≤±1 HRC; pas de fissures internes ni d'inclusions (taille des défauts ≤0,01 mm) | Équipe Traitement Thermique | Tempering time extended by 1h for large mold cores to ensure hardness uniformity | |
| 2. Usinage de précision | 2.1 Mold plate flatness and perpendicularity (semi-finishing) | Flatness ≤0.002mm/100mm; perpendicularity between mold plate surface and guide pillar holes ≤0.01mm | Precision surface grinder + laser interferometer | Full-area measurement, maximum deviation ≤0.0015mm | CNC Machining Team | One-side grinding to avoid repeated clamping errors |
| 2.2 Locating pin hole machining (wire EDM) | Hole diameter tolerance: ±0.001mm; concentricity between paired holes ≤0.002mm | MMT (machine de mesure par coordonnées, précision ±0,001 mm) | 100% inspection of all 8 locating holes, no out-of-tolerance items | EDM Team | Machining completed in one clamping to ensure positional accuracy | |
| 2.3 Cavity/core semi-finishing (Moore jig grinder) | Machining allowance: 0.03mm for cavity surface; concentricity of core hole ≤0.001mm | MMT + optical comparator | Concentricity deviation ≤0.0008mm; tolérance uniforme (variation ≤0.005 mm) | Équipe de rectification de précision | Jeu de broche du rectifieur ≤0.0005 mm pendant le traitement | |
| 2.4 Tournage diamant ultra-précis (surface non sphérique) | Profondeur de coupe: 2–4 μm (couche de placage nickel-phosphore); objectif de rugosité de surface: Ra ≤0.01 μm; erreur de profil de surface non sphérique ≤0.5 μm | Profilomètre optique + moniteur d'usure de l'outil diamant | Déviation de profil ≤0.3 μm; Ra ≤0.008 μm; usure de l'outil ≤0.001 mm par 10 composants | Équipe d'usinage ultra-précis | Traitement en salle blanche de classe 1000 pour éviter les rayures de poussière | |
| 3. Traitement de surface | 3.1 Polissage miroir (surface de cavité/noyau) | Séquence de polissage: 6pâte diamant μm→3 μm→1 μm→0.25 μm; grade cible: SPI A-1 (Ra ≤0,005 μm) | Microscope à force atomique (AFM) + inspection visuelle (10loupe ×) | Pas de rayures, trous ou peau d'orange; Ra ≤0.004 μm; planéité de surface ≤0.001 mm | Équipe de polissage | Polissage final avec de la silice colloïdale pour améliorer la brillance de la surface |
| 3.2 Revêtement DLC/TiN (surface du noyau) | Épaisseur du revêtement: 2–5μm; résistance à l'adhésion ≥50N (test d'arrachement); coefficient de frottement ≤0,15 | Jauge d'épaisseur de revêtement + Testeur d'adhésion par arrachement | Variation d'épaisseur ≤±0,5μm; pas de décollement ou de bulles du revêtement | Équipe de traitement de surface | Revêtement appliqué après le polissage final pour éviter les dommages | |
| 3.3 Nickel-phosphore électrolytique (inserts micro-structurés) | épaisseur du placage: 2–4 μm; uniformité du placage ≤±0,2μm; dureté de surface: 50–55 HRC | Jauge d'épaisseur par courant de Foucault + Micro-durimètre | Uniformité conforme aux exigences; pas de vides de placage sur les micro-motifs | Équipe de placage | Le prétraitement de placage inclut le dégraissage et l'activation pour assurer l'adhérence | |
| 4. Assemblage du moule | 4.1 Ensemble de goupilles de positionnement de précision | Assemblage par ajustement forcé: diamètre de la goupille 0,001–0,003 mm plus grand que le trou; Plaque de moule chauffée à 70°C pour l'emmanchement | Clé dynamométrique + MMT (inspection post-assemblage) | Pas de jeu de goupille; Concentricité de la plaque du moule après assemblage ≤0,003 mm | Équipe d'assemblage | Utiliser un lubrifiant résistant à la chaleur lors de l'emmanchement pour éviter le coincement des goupilles |
| 4.2 Réglage de l'ajustement noyau-matrice | Jeu principal (petite extrémité): 0.002–0,003 mm (moule fixe); 0.003–0,005 mm (moule mobile); Jeu auxiliaire (grande extrémité): 0.008–0,015 mm | Jauge d'épaisseur + MMT (Mesure de coaxialité) | Jeu dans la plage; Coaxialité du noyau et de la cavité ≤0,002 mm | Équipe d'assemblage | Essai d'ajustement avec un noyau factice avant l'assemblage formel | |
| 4.3 Test d'intégrité du circuit de refroidissement | Test de pression à 1,5× la pression de travail (1.5MPa); temps de maintien 30 min | Manomètre + Détecteur de fuite à bulles | Pas de chute de pression (≤0,01 MPa/30 min); Pas de fuite d'eau aux joints | Équipe de test hydraulique | Les canaux de refroidissement conformes doivent être inspectés via CT industrielle pour obstruction | |
| 4.4 Calibration du système de canaux chauds (pour les grandes lentilles) | Variation de température de la buse ≤±3°C; temps de réponse de température ≤10s | Enregistreur de données de température (3 thermocouples par buse) | La stabilité de la température répond aux exigences; pas de colmatage de buse | Équipe Hot-Runner | Préchauffer pendant 30 min avant l'étalonnage pour atteindre l'équilibre thermique | |
| 5. Moulage d'essai & Validation de performance | 5.1 Essai de matériau de résine (qualité optique) | Matériau: PMMA CR-39/PC LEXAN 141R/COP; pureté ≥99,9%; pas d'impuretés particulaires (≥0,1 mm) | Certificat de matériau + Test compteur de particules | Nombre d'impuretés ≤5 particules/kg; Transmittance de la résine ≥92% | Équipe Injection | Résine séchée pendant 4 à 6 h à 80–100°C avant le moulage |
| 5.2 Stabilité de la température du moule pendant l'essai | Variation de température du moule ≤±3°C; débit d'eau de refroidissement: 5–8 L/min par canal | Surveillance en temps réel par thermocouple (4 points autour de la cavité) | Fluctuation de température ≤±2°C; débit stable (variation ≤±0,5 L/min) | Équipe de contrôle des procédés | Utiliser un refroidisseur d'eau à température constante pour un contrôle précis | |
| 5.3 Inspection dimensionnelle des lentilles moulées | Concentricité ≤0,003 mm; Variation d'épaisseur ≤0,005 mm; Erreur de profil non sphérique ≤0,5 µm | CMM optique + Testeur de centrage de lentilles | Toutes les dimensions sont dans les tolérances; Pas d'astigmatisme dû à l'excentricité | Équipe d'inspection qualité | Taille de l'échantillon: 20 Lentilles par lot, 0 Acceptation pour hors tolérances | |
| 5.4 Test de performance optique de la lentille | Transmittance lumineuse ≥90 %; pas de marques de flux / marques de brûlure (Inspection visuelle sous agrandissement 20×); Taille des défauts de surface ≤0,01 mm | Spectrophotomètre + Microscope optique | Transmittance ≥91 %; Aucun défaut visible; Nombre de rayures sur la surface ≤0 par lentille | Équipe du laboratoire optique | Tester en chambre noire pour éviter l'interférence de la lumière ambiante | |
| 5.5 Test de durabilité du moule (Accéléré) | 10,000 Cycles d'injection; Usure de la surface de la cavité ≤0,001 mm; Adhérence du revêtement reste ≥45 N | AFM (Inspection de surface après test) + test d'adhésion | Usure dans la limite; pas de décollement du revêtement; qualité de l'objectif cohérente (taux de défaut ≤0,5%) | Équipe de test de fiabilité | Maintenance (nettoyage par ultrasons) après 5,000 cycles pour enlever les résidus |
Catégorie avec barre latérale Moule optique
