Как проектировать и изготавливать прецизионную оптическую линзовую форму?
Запрос- Описание

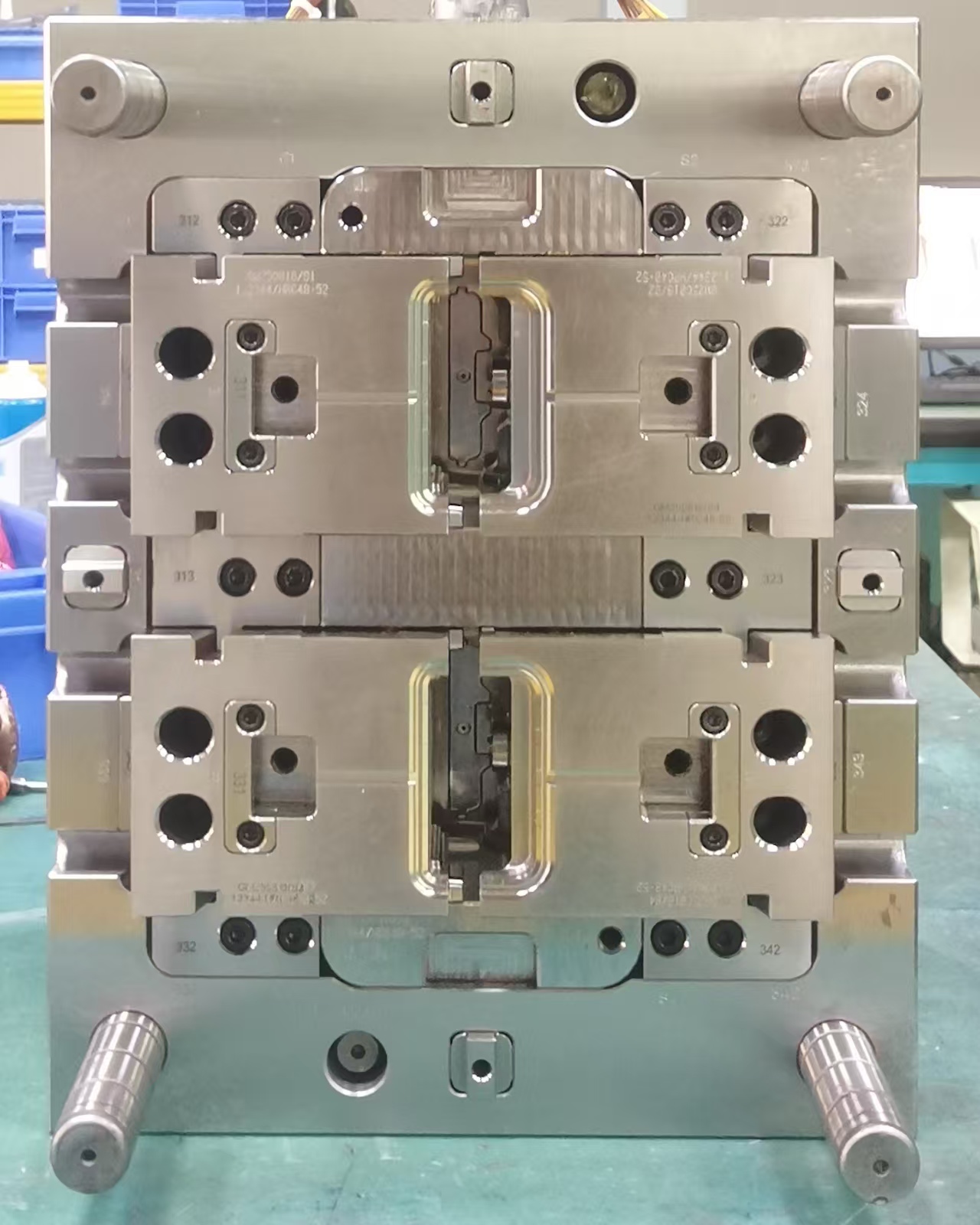
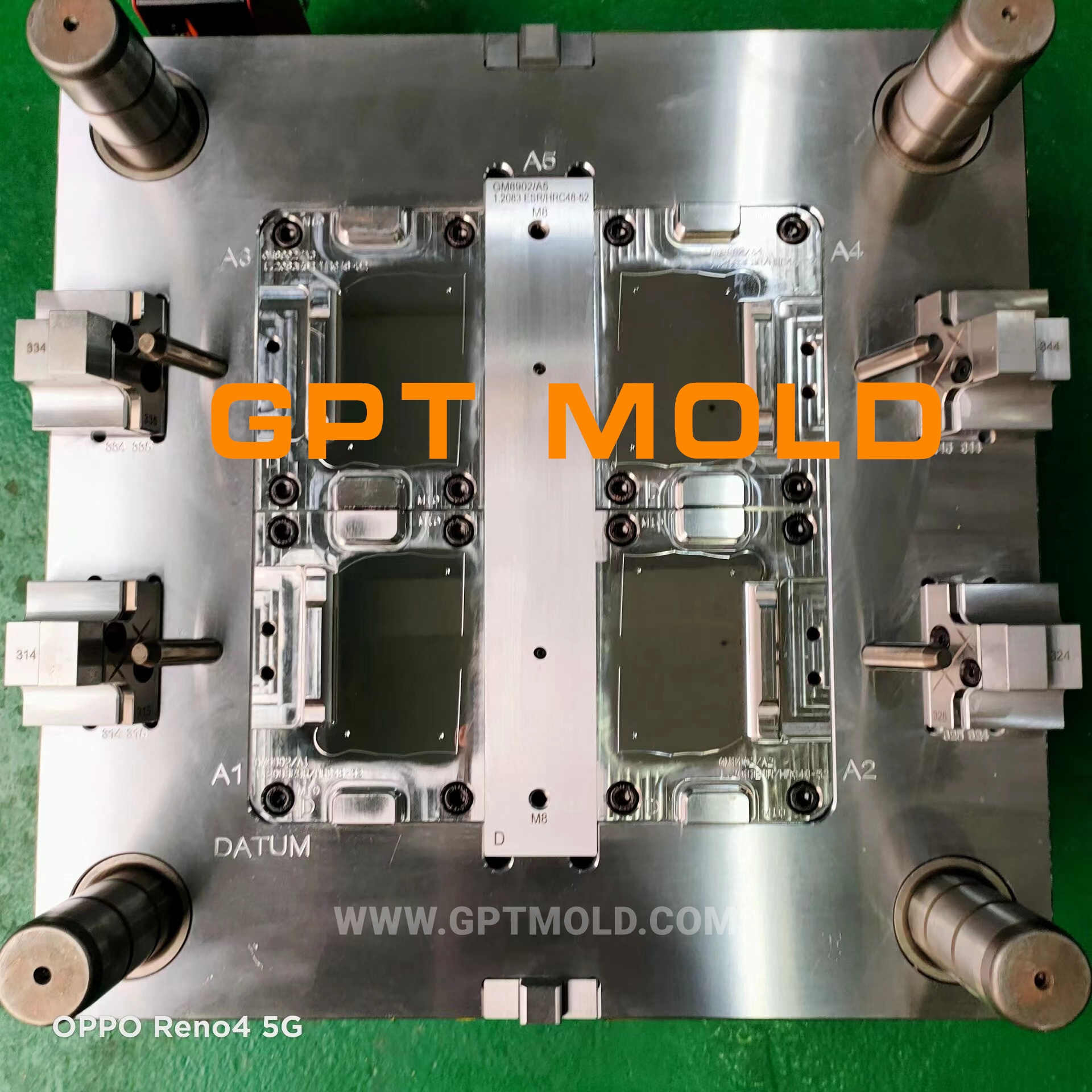
вставки для формы оптических линз
Проектирование и изготовление высокоточных форм для оптических линз требует крайне строгого контроля при выборе материалов, структурного дизайна, технологии обработки, и обработки поверхности, так как это напрямую определяет оптические характеристики (например, пропускание света, точность изображения) формованных линз. Ниже приведено систематическое, пошаговое руководство по принципам проектирования и процессам изготовления таких форм, с учетом требований оптических компонентов, таких как асферические линзы, светодиодные оптические линзы, и объективы камер:
Проектирование & Изготовление высокоточных форм для оптических линз
- Основные принципы проектирования форм для оптических линз
1.1 Выбор материала: Баланс твердости, Коррозионной стойкости, и тепловой стабильности
Материал формы должен соответствовать требованиям нанометровой отделки поверхности и сохранять размерную стабильность при многократных тепловых циклах. Key material choices and their applications are as follows:
Base Mold Material: Use S136/STAVAX stainless steel (hardness ≥55 HRC after vacuum quenching) for mold cavities and cores. It offers excellent corrosion resistance and polishability, ideal for PC/PMMA optical lens molds.
Micro-Structure Inserts: For non-spherical or micro-patterned lens molds, adopt tungsten carbide or nickel-phosphorus alloy plating (electroplated nickel layer with thickness 2–4μm). Nickel layers are soft and easy to machine with diamond tools, reducing tool wear and achieving Ra ≤0.01μm surface finish.
High-Temperature Applications: For high-temperature resin lenses (например, COP), use maraging steel (HRC50–55) with a low thermal expansion coefficient (11×10⁻⁶/℃) to minimize thermal deformation.
1.2 Structural Design: Ensure Concentricity and Precision Alignment
Optical lens molds require micron-level concentricity (≤0.003mm) to avoid lens eccentricity and imaging distortion. Key structural design measures include:
Precision Locating Mechanism: Адрес 4 pairs of tapered precision positioning pins (interference fit: pin diameter 0.001–0.003mm larger than the hole) to the mold plate. Heat the mold plate to 70°C for assembly, ensuring zero clearance and eliminating alignment errors caused by guide pillar gaps.
Core-Cavity Fit Control: Design the core with a two-stage fit: the small end (main fit) has a clearance of 0.002–0.003mm (стационарная форма) or 0.003–0.005mm (движущаяся форма) to guarantee concentricity; the large end has an enlarged clearance of 0.008–0.015mm to avoid secondary clamping errors.
Оптимизация системы охлаждения: Интегрировать микро-конформные охлаждающие каналы (33D-печать или лазерное сверление) вокруг сердцевины для контроля отклонения температуры формы ≤±3°C. Это снижает тепловую деформацию линзы и обеспечивает равномерное затвердевание смолы.
1.3 Проектирование впуска и вентиляции: Минимизация остаточных напряжений
Проектирование впускного отверстия: Используйте точечные впуски или крайние впуски (диаметр 0,5–1 мм) для маленьких оптических линз, чтобы избежать следов течения на оптической поверхности. Для больших не сферических линз, используйте систему горячего литья с многозонным контролем температуры (вариация температуры сопла ≤±3°C) для обеспечения равномерного заполнения.
Проектирование микро-вентиляции: Добавьте микро-вентиляционные каналы (шириной 0,05–0,1 мм, глубина ≤0,03 мм) в последней позиции заполнения полости для удаления trapped газов. Используйте вставки для вентиляции для легкой замены и предотвращения засоров во время производства.
- Пошаговый процесс изготовления
2.1 Предварительная обработка: Подготовка материала и снятие напряжений
Ковка и кондиционирование материала: Ковать сталь S136 до равномерной зернистой структуры, then perform quenching and tempering to reach 30–36 HRC for rough machining.
Rough Machining: Use CNC milling to shape the mold blank, leaving a 0.3mm machining allowance for cavities and cores. Perform stress relief annealing (600–650°C) after roughing to eliminate machining-induced stress.
Heat Treatment: Conduct vacuum quenching + tempering on the mold plate to achieve 55 HRC hardness. This step ensures wear resistance and dimensional stability.
2.2 Точная механическая обработка: Nanoscale Accuracy Control
Semi-Finishing: Use surface grinding to ensure the mold plate’s flatness ≤0.002mm and perpendicularity ≤0.01mm. Use wire EDM to machine locating holes and core holes, leaving a 0.03mm finish allowance.
Ultra-Precision Machining:
Moore Jig Grinder Processing: Machine cavities, core holes, and locating holes in one clamping to ensure concentricity ≤0.001mm. This is critical for multi-cavity lens molds to guarantee consistent lens quality.
Diamond Turning: For non-spherical lens surfaces, use a diamond tool lathe to machine the electroplated nickel layer (cutting depth 2–4μm), achieving Ra ≤0.01μm surface finish and parallelism 0.1–0.2μm.
In-Process Inspection: Use a coordinate measuring machine (Координатно-измерительная машина (CMM), точность ±0,001 мм) to inspect cavity dimensions, concentricity, and surface roughness after each machining step.
2.3 Surface Treatment: Mirror Polishing and Anti-Adhesion Coating
Mirror Polishing: Polish the cavity surface with diamond paste (particle size from 6μm to 0.25μm) to reach SPI A-1 grade (Ra ≤0.005μm) for high-transmittance lenses like camera lenses.
Protective Coating: Apply DLC (diamond-like carbon) or TiN coating (thickness 2–5μm) to the core surface. This reduces friction between the mold and resin (например, PMMA/PC), preventing lens sticking and extending mold life.
2.4 Assembly and Testing: System-Level Validation
Сборка формы: Assemble the mold with precision lubricants (high-temperature resistant, low-oil) on core fit surfaces. Calibrate the clamping force to ensure uniform pressure (колебания ≤±2%) and avoid cavity deformation.
Trial Molding and Validation:
Conduct trial injection with optical-grade resin (например, PMMA CR-39) and test lens performance: check transmittance (≥90%), surface defects (no flow marks/burn marks), and concentricity (≤0.003mm).
Use optical profilometry to inspect the lens surface topography and validate the mold’s replication accuracy of micro-structures (например, optical gratings).
- Key Quality Control Points
Thermal Stability: Monitor mold temperature in real time with thermocouples to ensure variation ≤±3°C during production.
Cleanliness Control: Process the mold in a Class 1000 cleanroom to prevent dust contamination on the optical surface.
Preventive Maintenance: Clean the hot-runner nozzles and micro-vents every 50,000 cycles with ultrasonic cleaning to avoid blockage and gas traps.
Категория с боковой панелью Optical mold