Разборная пресс-форма является специализированным решением для литья под давлением для производства пластиковых деталей с резьбой (например, крышки для бутылок, медицинские флаконы, автомобильные крепежные элементы), основано на вращательных движениях сердечника для снятия резьбовых компонентов без повреждения спиральных структур. В отличие от стандартных форм с прямым выталкиванием, она использует механическую, гидравлическую, или моторную ротацию для развинчивания детали с резьбового сердечника, что делает её незаменимой для высокоточных резьбовых деталей.
- Продукт & Анализ резьбы
- Подтвердите спецификации резьбы (шаг, ход, направление накрутки, и количество нитей) и рассчитайте необходимый ход для отвинчивания (общий ход/шаг + 0.5 дополнительные зубья для обеспечения полного высвобождения).
- Оцените уклонные элементы и геометрию детали, чтобы определить, останется ли деталь на подвижной половине формы (предпочтительно для простоты) или требует выброса со стороны полости.
- Выбор механизма привода
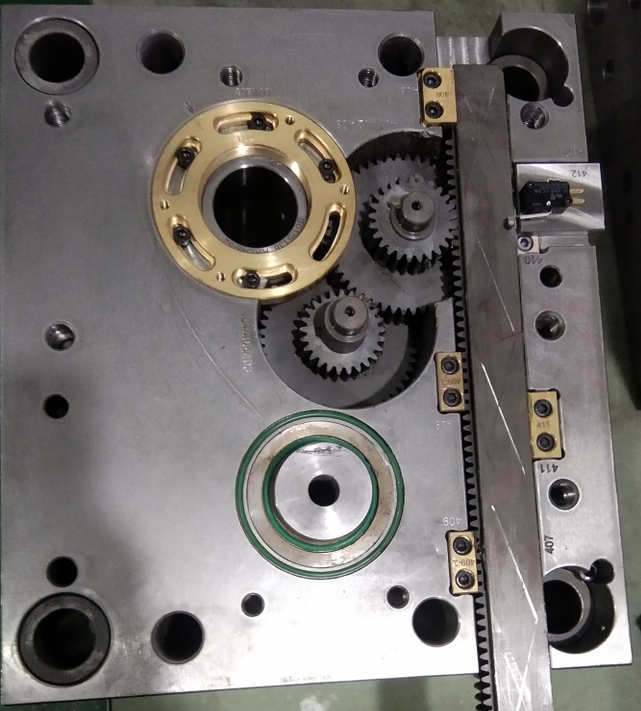
- Механический (шестерня-рейка): Идеально подходит для мелких и средних деталей; использует системы шестерня-рейка, приводимые в движение при открытии/закрытии формы для вращения ядра, с рекомендуемым передаточным числом 1:2.5 или выше для снижения нагрузки на цилиндр.
- Гидравлический: Подходит для крупных деталей или длинных резьб; обеспечивает регулируемую скорость вращения и момент, обычно используется для больших резьбовых крышек (например, 149компоненты диаметром мм).
- С моторным приводом: Обеспечивает точное управление вращением для высокоточных медицинских деталей или микро-резьб.
- Ядро & Оптимизация полости
- Адрес направляющие элементы (прямоугольные/треугольные ребра) на основании детали для сопротивления вращению при отвинчивании; главная поверхность против откручивания должна быть прямой, а задняя поверхность — наклонной для легкого вытаскивания.
- Включите углы наклона (1°–3° для большинства пластиков) на сердечнике и полости, чтобы уменьшить трение при откручивании и предотвратить застревание детали.
- Охлаждение & Проектирование системы выталкивания
- Разместите каналы охлаждения вокруг резьбового сердечника, чтобы обеспечить равномерное охлаждение и избежать деформации; для крупных деталей, используйте систему впрыска с 3 точками, чтобы сбалансировать поток материала.
- Установите выталкивающие пластины или штифты, чтобы выталкивать деталь после откручивания; обеспечьте зазор штифтов выталкивателя (0.05–0,08 мм) чтобы избежать заедания или протечек.
Дефекты инструмента для форм с откручиванием в основном возникают из-за неправильного контроля вращения, износа резьбового сердечника, или неравномерного охлаждения. Ниже приведены типичные проблемы и решения:
- Отдавайте приоритет упрощению конструкции детали: Минимизируйте сложные undercut-ы или многозаходные резьбы, если это не необходимо, чтобы уменьшить сложность формы.
- Совместимость материала: Используйте закалённую сталь (HRC 52–58) для резьбового сердечника (например, S136 или H13) для сопротивления износу, особенно при обработке абразивных пластиков, таких как PA с наполнителем из стекла.
- Тестирование & Калибровка: Проведите пробные прогонки для регулировки скорости и хода отвинчивания; проверьте наличие заусенцев или деформации резьбы и при необходимости скорректируйте время охлаждения или выброса.





