Outils de moule à dévisser est une solution spécialisée de moulage par injection pour produire des pièces en plastique filetées (Par exemple,, bouchons de bouteilles, flacons médicaux, fixations automobiles), s'appuyant sur des mouvements rotatifs du noyau pour libérer les composants filetés sans endommager les structures hélicoïdales. Contrairement aux moules standard avec éjection rectiligne, il utilise une rotation mécanique, hydraulique, ou rotation motorisée pour dévisser la pièce du noyau fileté, ce qui la rend indispensable pour les produits filetés de haute précision.
- Produit & Analyse de filetage
- Confirmer les spécifications du filetage (pas, avance, sens du filetage, et nombre de filets) et calculer la course de dévissage requise (course totale/pas + 0.5 dents supplémentaires pour assurer un dégagement complet).
- Évaluer les caractéristiques de contre-dépouille et la géométrie de la pièce pour déterminer si la pièce reste sur la moitié mobile du moule (préféré pour la simplicité) ou nécessite une éjection côté cavité.
- Sélection du mécanisme d'actionnement
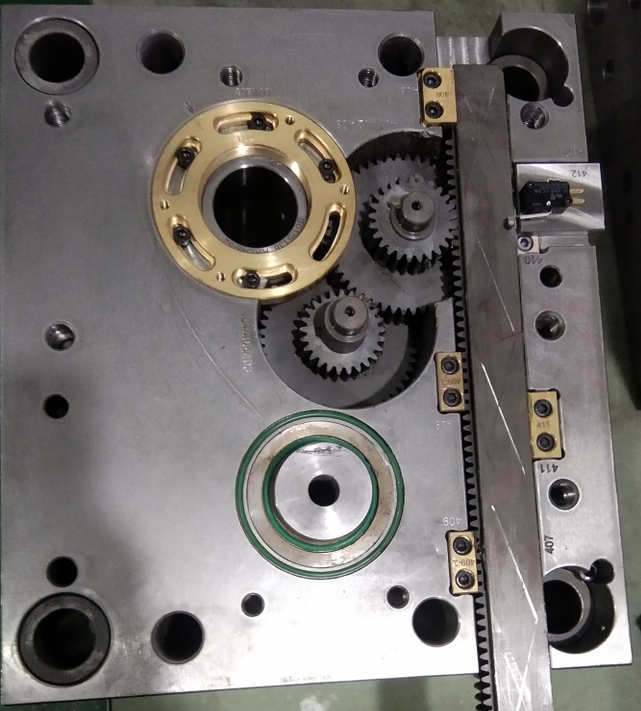
- Mécanique (rack-pinion): Ideal for small-to-medium parts; uses gear-rack systems driven by mold opening/closing motion for core rotation, with a recommended gear ratio of 1:2.5 or higher to reduce cylinder load.
- Hydraulic: Suited for large parts or long threads; offers adjustable rotation speed and torque, commonly used for big-diameter threaded caps (Par exemple,, 149mm diameter components).
- Motor-driven: Provides precise rotation control for high-precision medical parts or micro-threads.
- Core & Cavity Optimization
- Adresse keying features (rectangular/triangular ribs) on the part’s base to resist rotation during unscrewing; the main face against unscrewing should be straight, and the trailing face tilted for easy ejection.
- Incorporate draft angles (1°–3° for most plastics) on the core and cavity to reduce friction during unscrewing and prevent part sticking.
- Cooling & Conception du système d'éjection
- Concevoir des canaux de refroidissement autour du noyau fileté pour assurer un refroidissement uniforme et éviter le gauchissement; Pour les grandes pièces, Utiliser un moulage à 3 points pour équilibrer le flux de matière.
- Installer des plaques d'éjection ou des broches d'éjection pour pousser la pièce après le dévissage; Assurer le jeu des broches d'éjection (0.05–0,08 mm) Pour éviter le blocage ou les fuites.
Les défauts dans les moules à dévissage proviennent principalement de Contrôle de rotation incorrect, Usure du noyau fileté, Ou Refroidissement inégal. Ci-dessous les problèmes typiques et leurs solutions:
- Prioriser la simplification de la conception des pièces: Minimiser les contre-dépouilles complexes ou les filetages à plusieurs départs sauf si nécessaire pour réduire la complexité du moule.
- Correspondance des matériaux: Utiliser de l'acier durci (HRC 52–58) pour le noyau fileté (Par exemple,, S136 ou H13) pour résister à l'usure, en particulier pour les plastiques abrasifs comme le PA chargé de verre.
- Tester & Calibrer: Effectuer des essais pour ajuster la vitesse et la course du dévissage; vérifier les bavures ou déformations de filet et ajuster le refroidissement ou le temps d'éjection si nécessaire.





